Трубогиб своими руками из дисков. Как сделать трубогиб для профильной трубы своими руками. Трубогиб арбалетный: пошаговая инструкция по конструированию
Множество , будь-то теплица , либо навес обустраиваются на основе каркаса из гнутых профильных труб обшитых облицовочным материалом – профнастилом или поликарбонатом.

Гибка профильной трубы выполняется с использованием специального приспособления – , технологию изготовления которого вы узнаете из данной статьи. Мы расскажем, как сделать трубогиб для профильной трубы своими руками, приведем схемы, чертежи и перечень необходимых инструментов для выполнения работ в домашних условиях.
Cодержание статьи
Необходимость использования и стоимость промышленных трубогибов
Решая, профильную трубу, неопытные мастера нередко прибегают к ручному механическому сгибанию, для чего используются примитивные конструкции в виде опорных штырей, забитых в бетонную плиту, по лекалу которых сгибается труба.
Однако данный способ имеет ряд существенных недостатков, основной из которых трудоемкость: профиль имеет повышенную прочность за счет наличия ребер жесткости – крайне сложно выполнить изгиб полагаясь лишь на физическую силу. Отметим, что прочность профиля уменьшается из-за ручной гибки, поскольку она сопровождается прикладыванием неравномерных усилий, что приводит к увеличению внутреннего напряжения в материале.
На строительном рынке представлено большое количество устройств для гибки профиля, однако они имеют непомерную стоимость, что не позволяет приобретать такие агрегаты для использования в домашних условиях. В качестве примера приводим среднюю цену на модели станков от лидирующей компании на рынке – фирмы TV:
- ручной трубогиб TV-2 -12 тыс. рублей;
- роликовый профилегиб TV-4 – 30 тыс;
- трубогиб электрический роликовый профилегиб TV-10 (двухсторонний) – 76 тыс.
Чтобы изготовить ручной станок в домашних условиях вам потребуется затратить на комплектующие материалы около 3-5 тысяч, при этом по эффективности он не будет уступать изделиям промышленного производства.
Делаем простой трубогиб своими руками
Предлагаем вашему вниманию инструкцию, следуя которой можно сделать ручной трубогиб профильной трубы своими руками. Изготовленный станок позволяет выполнять сгибание профиля сечением от 10*10 до 25*25 мм под углом 0-180 градусов.

Это простейшая конструкция , для изготовления которого вам потребуются следующие материалы:
- крепежная планка с отверстием 30 мм в диаметре и 4-ма посадочными гнездами под шпильки М6;
- ручка для вращения, в качестве которой можно использовать использовать усиленный толстостенный квадратный профиль;
- большой ролик диаметром 173 мм;
- малый ролик диаметром 65 мм;
- ось для вращения роликов диаметром 30 мм и высотой 61 мм, с резьбой М14 на торцевой части;
- шайба С16 и гайка М16.
Крепежная планка под станок для гибки профильной трубы изготавливается из листового металла толщиной не менее 7 мм . В ней необходимо высверлить отверстия под установку оси вращения ролика и установку шпилек М6 (диаметр гнезд 8 мм), также на планке высверливаются отверстия под фиксирующие болты.

Ручка (рычаг) для прикладывания усилия на изгиб выполняется из квадратного профиля сечением 36*36 мм (толщина стенки 4 мм, к внутреннему торцу которого привариваются две пластины с отверстиями 30 мм под болты фиксации роликов. Учитывайте, что от длины ручки непосредственно зависит КПД работы. Впоследствии ее можно будет удлинить с помощью вставленного внутрь профиля лома.

Для профильной трубы изготавливается по следующему алгоритму:
- На слесарном верстаке с помощью болтов М8 фиксируется крепежная планка. Верстак либо стол, на котором устанавливается приспособление, должен быть хорошо закреплен на полу во избежание сдвигов в процессе сгибания профиля.
- Между пластинами ручки размещается большой ролик, который насаживается на продетую в отверстие крепежную планку ось вращения и зажимается гайкой.
- Устанавливается и фиксируется ось малого ролика.
- В посадочных гнездах пластины крепятся шпильки М6, которые будут фиксировать крайнюю часть профиля в процессе изгиба. На шпильки устанавливаются крепежные пластины, подобранные в соответствии с размером профиля.
Как согнуть профильную трубу изготовленным приспособлением? Ручка трубогиба отводится в крайнее левое положение так, чтобы между крепежными пластинами и отверстием между роликами соблюдалась прямая ось. В посадочное гнездо вводится профильная труба и рычаг станка поворачивается до тех пор, пока изгиб не получит требуемый угол.
Самодельный трубогиб для профиля (видео)
Станок для высокоточной гибки профиля
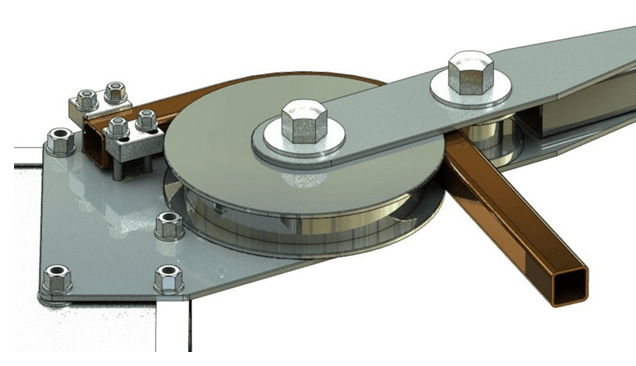
Гибка профильной трубы по радиусу выполняется с применением более сложного устройства, которое также можно сделать в домашних условиях. Схема и конструктивные особенности приспособления приведены на изображении.

Данный гибочный станок для профильной трубы фиксируется на рамном столе (без столешницы), от габаритов которого зависит размер несущей станины. В данной схеме используется станина из швеллера высотой 10 см и длиной 77 см .
Чтобы сделать трубогиб следуйте инструкции:
- Из полосы металла толщиной 5 мм вырезается 4 опорные стойки под малые валы, по которым будет перемещаться профиль. На верхнем торцевой части стоек вырезаются отверстие под ось вращения роликов. Размеры стоек – 5*10 см.
- Стойки привариваются к швеллеру на расстоянии 30 см друг от друга. Ролики под валы можно приобрести на скобяном рынке, такие изделия используются при монтаже откатных . После сварки уложите на ролики профиль и проверьте, не повело ли конструкцию в процессе сваривания. В случае деформации вам потребуется сделать всю работу повторно.

- Далее из листового металла толщиной 8 мм вырезается пластина под несущую часть станка, размеры пластины – 25*25 см. На пластину нам нужно установить центральный ролик, посредством вращения которого будет перемещаться сгибающейся профиль.
- По краям пластины устанавливаются деревянные прокладки толщиной 10 мм, которые приклеиваются к металлу с помощью суперклея. Подставки нужны для того, чтобы при вращении ролик не задевал несущую пластину.
- Чтобы установить ролик вам потребуется два подшипника, внутри которых будет вращаться ось вала. Хорошо подходят подшипники серии №203 от компании CRAFT
. Подшипники фиксируются с помощью болтов в предварительно высверленных внутри подставок отверстиях.
- Далее нужно сделать четыре стойки длиной в 40 см из 50-го уголка и с помощью сварки закрепить их по углам пластины с центральным валом, зафиксировав ее на несущей станице станка (швеллере). Пластина устанавливается в центральной части стоек так, чтобы между осями роликов соблюдалось расстояние, равное размеру профиля, с которым вы планируете работать.

- Из листового металла 8 мм вырезаются заглушки, которые привариваются к верхней части стоек. Далее нужно сделать пластину под крышку станка, на которой будет устанавливаться регулирующий винт. Внутри пластины высверливается отверстие под диаметр используемого винта (можно применить винт от пресса для давки винограда ).
- В заглушках стоек высверливается отверстия под болты (диаметр 10 мм) и пластина крышки фиксируется на стойках.
- В отверстии на крышке нарезается резьба и вкручивается пятка, внутри которой будет вращаться прижимной винт.
- К пластине приваривается уголок 15 мм, выступающий в качестве наружного ограничителя винта, под который в уголке высверливается отверстие, параллельное оси пятки. В отверстии нарезается резьба соответствующего размера.

- Осталось сделать ручку для центрального вала и зафиксировать ее на оси вращения ролика. В качестве ручки можно использовать засов от ставней либо отрезок арматуры соответствующей длины.
- Также не помешает покрасить станок, чтобы он приобрел более презентабельный вид. Покрытие из краски также защитит металл от коррозии.

Как согнуть с помощью сделанного станка? Профиль укладывается на валы, после чего посредством прижимного винта опускается центральный ролик так, чтобы он упирался в трубу. Далее выполняется вращение поворотной ручки и валы перемещают профиль, который изгибается под давлением центрального ролика.
Протянув профиль по всей длине опускаем прижимной винт еще ниже и повторяем операцию, перемещая профиль в обратную сторону. Процесс выполняется до тех пор, пока не будет получен изгиб требуемого радиуса.
Данное устройство, изготовление которого было выполнено в домашних условиях, может загнуть профиль не менее эффективно, чем трубогиб электрический роликовый профилегиб промышленного производства.
Статьи по теме:
Существует несколько видов трубогибов, которые различаются по механизму и принципу работы: гидравлический и пневматический. Хорошо справляются с созданием изгибов заводские агрегаты, которые приводятся в действие обоими видами приводов. К сожалению, не каждый может воспользоваться такими устройствами или же приобрести фабричный вариант, да и осваивать технологию гибки на заводских станках без опыта проблематично. Какие трубогибы возможно сделать своими руками. Какие распространенные техники сгибания.
Ручной самодельный трубогиб для профильных труб
Самодельный профильный трубогиб представлен в нескольких вариациях. Всё зависит от материалов, которые доступны при создании оборудования.
Наиболее распространённым является фронтальный, для изготовления которого потребуется:
- три вала/ролика – цилиндрической формы из металла;
- цепь;
- ось вращения;
- приводной механизм;
- металлические профили для рамы.
При создании станка своими руками выполняют конструкцию или некоторые элементы (ролики) из древесины или полиуретана. При эксплуатации необходимо рассчитывать прочность труб (материал изготовления), которые подвергнутся деформации. Иначе конструкция не выдержит.
Технология гибки ручным станком
В процессе сгибания профильной трубы в самодельном станке осуществляется принцип вальцовки/раскатки. Гибка трубы данным методом позволяет избежать изломов и повреждений. В результате – точное соответствие нужного угла градусу и размеру. В агрегате труба вставляется между роликами и при вращении ручки сгибается.

Этапы сборки ручного трубогиба
Как собрать ручной трубогиб:
- Подготовьте металлический каркас для установки компонентов. Конструкция крепится сваркой и скручивается болтами для прочности всего оборудования.
- Монтаж оси вращения и валов, два из которых монтируются выше третьего. Здесь радиус изгиба трубы зависит от расстояния, на котором находятся два нижних цилиндра друг от друга. Поэтому для настройки угла деформации установите ролики и стопор.
- Вращающий механизм приводится в движение цепью. Здесь учитывается наличие или отсутствие шестерней. Их всего три. Подойдёт цепь со старого автомобиля, которую монтируют на валы.
- К одному из валов прикрепите ручку. Элемент будет создавать крутящее усилие.
Видео-инструкция. Как сделать ручной трубогиб
Прокатный станок для гибки профильных труб своими руками
Для изготовления прокатного станка для гибки профильных труб потребуется:
- домкрат;
- для каркаса: металлические профили и полка;
- 4 высокопрочных пружины;
- 3 вала;
- цепь и прочие элементы.
Технология сгибания прокатным трубогибом
В процессе сгибания в станке осуществляется деформация трубы в заданном месте. Труба ложится на боковые ролики, сверху опускается третий и таким образом изделие фиксируется. При вращении ручки цепь приводит в движение валы, и труба сгибается под нужным углом.

Как сделать самому прокатный трубогиб
Как изготовить прокатный трубогиб:
- Прижимной вал состоит из шестерней, колец и подшипников, закреплённых через шпонку. Поэтому главным в процессе сборки является вытачивание роликов и обоймы для подшипников. Величина валов должна соответствовать подшипникам и звёздочкам. Процесс вытачивания доверяется токарю на основе чертежей. Валов три, два из которых располагаются по бокам, а третий подвешивается на пружинах.
- Следующим этапом является просверливание отверстий и нарезание резьбы в кольцах (для изготовления пазов, резьбы под болты-зажимы) своими руками.
- Подготовка полки из швеллера – сверлят отверстия и нарезают резьбу для установки прижимного вала.
- Последний этап – сварочные и монтажные работы всей конструкции. Сначала устанавливают каркас (ножки).
- Далее подвешивают полку с прижимным валом на пружинах и монтируют боковые опорные валы, которые соединяют цепью. В конце – крепят ручку на один из боковых опорных валов и монтируют домкрат.
Аспекты работы:
- прижимной вал прикручивается через шпонки к полке;
- «подвесной» прижимной вал устанавливается на полку. К этой основе приваривают гайки для пружин. Впоследствии площадка переворачивается и крепится на пружины;
- при натяжении цепей как держатель применяется магнитный уголок;
- в процессе прикручивания звёздочек – устанавливают шпонки, заготовленные из гравера;
- ручку для вращения изготавливают с проворачивающейся трубкой;
- домкрат монтируют на «подвесную» платформу посредством болтов и сварки.
Как сделать гидравлический трубогиб в домашних условиях
Гидравлический трубогиб для профильных труб оснащён гидроцилиндром, планками, нагнетательным устройством и трубными упорами. Изготовление такого агрегата в домашних условиях – процесс трудоемкий.
Детали оборудования:
- гидравлический домкрат (не меньше 5 тонн);
- башмак;
- несколько роликов (2-3);
- швеллер;
- металлические пластины и прочие детали.

Технология гибки станком с гидравлическим приводом
Процесс гибки заключается в деформации заданного участка трубы посредством домкрата с гидравлическим приводом. Трубу вставляют в башмак, закрепляют оба конца. Задействуют домкрат, поворачивая медленно ручку. Усилие, создаваемое гидравлическим приводом, передается на ролик – труба сгибается под нужным углом. В любой момент работу можно остановить, вытащить трубу можно, сделав пару оборотов ручки в противоположную сторону, то есть ослабить нажим ролика.
Как изготовить гидравлический гибочный станок
Изготавливаем гибочный станок на гидравлике своими руками:
- Предварительно заготавливают конструкцию из швеллера, где будут расположены башмак и ролики. Затем каркас станка из аналогичного металла.
- Последняя платформа конструкции укрепляется металлическими пластинами. Впоследствии на эту полку будет монтироваться домкрат. Закрепляют устройство болтами, присоединяют ручку.
- Сложностью является поиск или изготовление роликов, которые должны обхватывать трубу. Детали монтируют в прямоугольный швеллер на равной высоте. Башмак устанавливают ниже. Расположение деталей определяет заданный радиус изгиба.
- Ролики и башмак крепят с помощью болтов. Отверстия заготавливают предварительно.
Видео-инструкция. Как сделать гидравлический трубогиб
Гибка профильных труб с помощью самодельного станка
При сгибании труб необходимо знать диаметр материала и принципы процесса. Это обусловит корректную деформацию материала без перегрузки и изломов. На станках с применением гидравлики возможна гибка участка трубы с нагревом, что позволяет гнуть изделия с большой толщиной стенки, из прочных сплавов и полимерных материалов.
Горячий и холодный методы гибки труб
Деформация труб проводится двумя способами:
- холодный;
- горячий.
Изгиб холодным способом применяют для труб, изготовленных из пластичного материала. Как правило, это изделия небольших размеров, изготовленные из меди, алюминия и прочих материалов (кроме чугунных), металлопластиковые. Процесс осуществляется с помощью станков или механического трубогиба. Для лучшего изгиба перед деформацией в трубу засыпают песок, соль или заливают масло, воду (ледяную).
Татьяна Пронина, эксперт
Второй метод применяется для деформации труб с повышенной кольцевой жесткостью (нержавеющая сталь и т. п.). Способ может использоваться для всех видов труб, кроме металлопластиковых.
Таблица минимальных радиусов гибки труб
Где наименьший радиус изгиба – R, диаметр трубы в мм – d, минимальная длина прямого участка – Lmin.
Как сделать шаблон для гибки труб по радиусу
Наиболее простым методом является гибка трубы по шаблону. Принцип заключается в деформации материала путём приложения к деревянной конструкции с радиусом закругления. Способ подходит для алюминиевых и стальных труб с небольшой толщиной стенки.
Шаблон выпиливается из деревянных досок, которые между собой крепятся болтами или другим наиболее удобным способом. Вся конструкция прикручивается болтами к столу или другой устойчивой основе.
Толщина шаблона, где непосредственно прикладывается труба – на несколько сантиметров больше, чем диаметр сгибаемой трубы. Торец этой части (край шаблона) выпиливается с наклоном, чтобы труба не соскальзывала с выступа.
На шаблон монтируется упор. Между ним и основой шаблона вставляется труба и аккуратно надавливается - материал гнётся.
- Если вы собираете ручной прокатный трубогиб для профильных материалов, то звёздочки можно не использовать, а соорудить конструкцию с приводом на одном ролике. Но механизм будет периодически пробуксовывать. Прижимной винт можно сменить на домкрат.
- При изготовлении шаблона воспользуйтесь крючками, прикрепленными к древесине, чтобы труба не соскальзывала.
- Если предстоит согнуть трубу под большим радиусом, то лучше изготовить агрегат с тремя роликами.
- Чем больше расстояние между роликами, тем меньше сил прилагают для сгиба. Чтобы менять радиус изгиба, предварительно предусматривайте возможность движения роликов по горизонтали относительно друг друга.
Видео-урок гибки профильных труб
Изгиб профильных труб в домашних условиях осуществляется посредством разных трубогибов, собранных своими руками. Профессиональные инженеры и любители всё больше совершенствуют самодельное оборудование и делятся своими открытиями в Интернете.
А у вас есть собственный метод гибки профильных труб? Какие инструменты вы собрали самостоятельно? Поделитесь с нами в комментариях.
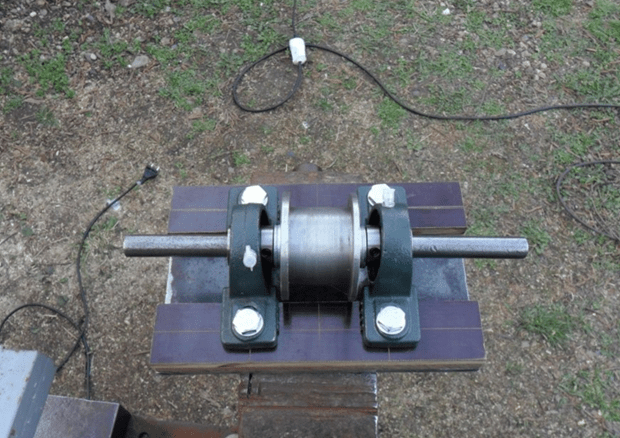
Брутальная конструкция, которую вы видите на фото была сооружена нами прошлым летом за пару вечеров из подручных железяк при помощи сварочного аппарата и, как говорят в народе, такой то матери.
Трубогиб изобретался на ходу без предварительного чертежа, с перекурами, анекдотами и вынужденными техническими перерывами на поиск в бездонных гаражных закромах очередной подходящей железки (к слову, самая затратная по времени и нудная процедура). Задача

Началось все с того, что нам до смерти надоело ежегодно реанимировать старую покосившуюся теплицу из подгнивших оконных рам и волевым решением она была довольно бодро демонтирована.
После визита в организации, которые изготавливают теплицы под ключ, от покупки готовой отказались - слишком хлипкой показалась конструкция, но форма "капелька" нам приглянулась и новую решили соорудить самостоятельно с аркой типа "капля" рассчитанной, как гласит рекламный буклет, на максимальные снеговые и ветровые нагрузки.
Детально процесс сборки трубогиба на фото не зафиксирован. Когда один работает сварочным, а второй языком болгаркой или фиксирует в нужном положении очередную деталь, то отвлекаться на фотографирование не с руки. Тем не менее, при взгляде на готовое изделие и после чтения пояснений приведенных в данном тексте, последовательность сборочного процесса должна быть очевидна.
Устройство самодельного ручного трубогиба для профильной трубы

Мы остановились на этом варианте, но ниже в статье будет предствлена ещё одна конструкция заслуживающая внимания.
Как сделать? Пояснения к нашей самоделке
Первым делом мы подобрали надежное основание - толстостенный швеллер длиной 0.8м.

Верхняя часть конструкции собиралась из уголков (на фото справа). В качестве роликов приспособили отрезки толстостенной металлической трубы (на фото слева).

Лучше под рукой ничего не нашлось и в качестве осей использовались шпильки большого диаметра. Решение неудачное, поскольку на месте срезанных болгаркой витков резьбы остаются неровности, которые создают дополнительную нагрузку при вращении.

Предпочтительно использовать полноценные валы (например от велосипедной каретки) и посадить их на подшипники.
Направляющая была сформирована отрезками уголка с одной стороны. И ограничителем в виде болта вкрученного в приваренную к конструкции гайку. Профтруба длиной 6м при гибке будет немного играть винтом и возможность регулировать расстояние путем вращения болта в резьбе здесь приходится очень кстати.
Вороток смастерили из уже знакомых нам: шпильки, стальной трубки и забитого в отверстие П-образного профиля (см. фото).
На центральный ролик наварены тычки, чтобы заготовка не проскальзывала. Иногда труба буксовала и с ними. В таком случае приходилось приопускать домкрат, чтобы уменьшить натяг и делать один лишний проход.

В процессе было выполнено улучшение - приварены продольные и поперечные опоры для повышения устойчивости профилегиба. На них удобно положить прямые, еще не согнутые трубы, которые будут работать как противовес.
Процесс гибки
Здесь все просто. Между роликов заправляем трубу, вращением домкрата подаем подвижную часть вверх задавая тем самым необходимый радиус. Подкручиваем болт направляющей о котором мы говорили выше. И вращаем рукоятку с предсказуемым результатом:

Когда закончили с первой трубой делаем риску - метку для того, чтобы понимать до какого радиуса гнуть следующую трубу.

Чтобы загнуть партию труб с минимальной погрешностью, целесообразно использовать риску -отметку как приблизительный визуальный ориентир и дополнительно подсчитывать количество поворотов (качков) домкрата и количество протяжек трубы в каждую сторону. Точность вырастает в разы!
Выполняйте гибку с малым углом и в несколько проходов. Иначе трубогиб заминает железо. Да и физически крутить очень тяжело.
Погрешности радиусов полученные при гибке можно устранить при сборке самой теплицы. На этапе монтажа поперечных ребер жесткости помощник берет рычаг и поджимает дугу. Вы прихватываете на сварку.
Не увлекайтесь и не перегибайте! Разгибать трубу с которой перестарались - занятие очень неблагодарное. Лучше не полениться и лишний раз свериться с шаблоном или отметкой.
Очень упрощает работу периодическое впрыскивание смазки, в нашем случае использовалась обычная силиконовая, а когда баллон закончился, то WD-40.
Выводы и результаты
Как видите, без специальных знаний, сложного оборудования и в короткий срок можно собрать в домашних условиях бюджетный трубогиб для гибки профильной трубы с точностью достаточной для возведения построек на приусадебном участке.
С помощью данного приспособления была согнута 6 -ти метровая профтруба 40х25 в количестве 7 шт . результат частично виден на фото:

По времени у одного человека работа заняла примерно полдня, т.к. вращение рукоятки потребовало физических усилий.
Для снижения усилия гибки в промышленных условиях труба в месте гиба нагревается токами высокой частоты ТВЧ или внутри заготовки создается внутреннее гидростатическое давление.
В нашем случае все проще. Используем смазку и крууутим.
Если у вас остались вопросы, то можете написать нам в социальной сети или на e-mail, которые можно найти на странице "О сайте".
Следующее видео наглядно демонстрирует устройство работающее по аналогичному принципу.
Ещё одна конструкция заслуживающая внимания
Если вы внимательно изучали вопрос приспособлений для гибки, то наверняка уже видели этот механизм. Здесь деформация трубы происходит за счет усилия, которое создает прижимной ролик.

По этому чертежу изготавливается самый дешевый промышленный вариант, который можно приобрести в строительном магазине.

Среди самоделок изготовленных по этому принципу встречаются варианты с цепной передачей, через которую вращение передается на оси всех роликов. Существенный плюс в том, что на любую ось можно приспособить электрическую дрель и протяжку трубы осуществлять без применения физических усилий.
Посмотрите, как люди умудряются гнуть по две трубы за один проход!
Образцы изделий изготовленных с помощью гнутой трубы



Отправим материал вам на e-mail
В некоторых случаях возникает необходимость изогнуть профильные трубы в форму дуги. При этом потребуются специальные навыки и некоторый инструмент. Специальные приспособления помогут создать трубогиб для профильной трубы своими руками. Для таких изделий не потребуется приобретать дорогостоящие материалы и оборудование. Подробнее в материале ниже.
Вариант самодельного агрегата
Прежде чем начать производство трубогиба для профильной трубы своими руками, необходимо узнать для чего требуется подобное оборудование. Трубогиб представляет собой установку, которая помогает изогнуть выбранную деталь из разного материала с требуемым радиусом.
Элемент может быть выполнен из стали, пластика или алюминия, а также быть профильным. Угол загиба варьируется от 0 до 180 градусов.
Полезная информация! Сделанные устройства бывают различных видов, поэтому перед их изготовлением стоит подобрать самый оптимальный вариант.
Разновидности трубогибов
Приспособления промышленного назначения могут классифицироваться по способу изгиба или типу привода.

Самодельные устройства могут делаться из недорогих и ненужных материалов
Классификация устройств по типу привода
В масштабах производства применяются различные типы станков . Помогут изготовить подходящие виды трубогибов своими руками для — чертежи и профессиональные схемы.
Выделяются следующие виды устройств:
- Гидравлические станки бывают стационарными или ручными. Они позволяют гнуть детали диаметром в 3-дюйма. Применяются подобные устройства на производствах. С их помощью выполняются огромные объемы работ.

- Конструкции электромеханического типа подходят для обработки любых магистралей. Возможности электроники помогают точно рассчитать угол изгиба и необходимое усилие нажатия.

- Ручные устройства применяются для сгибания изделий с небольшим диаметром.

Полезная информация! Важно учитывать, что термическое воздействие на профильные элементы вызывает изменения во внутреннем строении материала. При этом могут уменьшаться свойства прочности. Многократные изгибы могут привести к разрушению конструкции.
Варианты устройств по способу изгиба труб
Деталь можно согнуть различными вариантами. Трубогибы классифицируются по методу сгибания:
- Сегментные оснащены специальным механизмом, который позволяет протаскивать магистраль и перегибать ее под определенным углом.

- Арбалетные устройства оборудуются специальным приспособлением, которое представляет собой изгибающий элемент.

- Пружинные устройства оборудуются специальными пружинами, которые помогают гнуть изделия из пластика.

Полезная информация! Величина возможного угла зависит от характеристик изделия. При самостоятельных работах, стоит придерживаться минимально значения радиуса изгиба. Если согнуть на большее расстояние, то со временем такая магистраль может деформироваться.
Самостоятельное изготовление устройства
Есть множество вспомогательных материалов, рассказывающих как сделать трубогиб для профильной трубы своими руками: чертежи, видео и профессиональные схемы помогут создать качественную конструкцию.

Стоит рассмотреть простые варианты самодельного оборудования. Можно сконструировать несложный механизм с помощью шаблона и специального радиуса. Подобные технологии позволяют обрабатывать алюминиевые и стальные магистрали. Шаблон можно создать из обычных досок. При этом подбираются детали с большим диаметром, чем трубы, которые потребуется сгибать. Подобранные доски требуется надежно закрепить, чтобы труба не могла из них выскочить. Для создания округлого желоба доски выпиливаются под необходимой формой. Деревянное изделие крепится к прочному основанию и рядом монтируется упор для крепления обрабатываемой детали.

Чертеж прокатного агрегата
Изготовленные своими руками изделия в состоянии согнуть даже элементы с толстыми стенками. Для этого потребуется применить лебедку. При использовании профильной магистрали не применяются скосы при обработке досок. Изделие закрепляется специальными ограничивающими приспособлениями.

Из древесины также возможно создать прокатный вариант трубогиба, но для этого понадобятся специальные ролики из полиуретана или подшипников. Для изделий из более мягких материалов можно смастерить деревянные агрегаты для сгибания, а для более жестких магистралей потребуются детали из металла.

Необходимые для монтажа детали
Полезная информация! При самостоятельном выполнении станка отдельные детали выполняются из металла. Перед монтажом стоит рассчитать прочность обрабатываемых деталей и качество материала изготовления, чтобы конструкция выдержала их обработку.
Гидравлический трубогиб своими руками для профильной трубы: чертежи и особенности схем
Особого внимания требует создание гидравлической конструкции. Чтобы выполнить подобную установку понадобится швеллер, домкрат со специальным приводом, ролики и башмак. Необходимо подобрать листы из металла, толщина которых более 3 мм.

С применением сварочных агрегатов из прочного швеллерного элемента выполняется система в форме прямоугольника. Ее высота должна быть такой же, как и у домкрата. Данный элемент должен исполнять роль толкателя. Важно подобрать качественные ролики для точного обхвата выбранных труб.

Подобный гидравлический агрегат имеет множество преимуществ. Это простота при изготовлении и невысокая стоимость вспомогательных моделей. С помощью подобной установки можно сгибать любые трубы даже в холодном состоянии. Подробно покажет, как сделать трубогиб своими руками для профильной трубы, видео ниже.

Полезная информация! Профильная труба с сечением в форме квадрата будет легче сгибаться поблизости к концам магистрали.
Видео: пример самостоятельно изготовленного гидравлического трубогиба
Прокатный ручной самодельный трубогиб для профильной трубы своими руками: видео и схемы
Выбранный элемент обрабатывается на прокатном станке определенным образом. Деталь устанавливается на ролики и крепится в нужной позиции. При движении рукоятки двигается цепь и перемещает валы. В результате профильная труба гнется в заданном и нужном направлении.

Для создания прокатного агрегата потребуется выполнить следующие действия:
- Вытачиваются обоймы и специальные ролики для подшипникового механизма. Если есть чертежи, то можно заказать подобную работу специалисту.

Ролики делаются на обычном на токарном станке
- В агрегате монтируется три вала.
- Изготавливается конструкция винтового механизма. Из швеллера делается полка. В ней проделываются отверстия под крепеж валов, а также нарезается резьба для регулировки прижимного вала.

Промышленные образцы трубогибов имеют достаточное количество отличий от подобных устройств, созданных кустарным способом. Для приобретения доступны компактные модели этого оборудования, дополненные ручными приводами, если предполагается работа с профильной трубой малого размера. Что касается более серьезной работы, когда предполагается гибка труб от 3-х дюймов, применяют станки с гидроприводом. Промышленный инструмент рассматриваемого вида актуален только в случае соответствующей масштабности работ, то есть в качестве домашнего оборудования он вряд ли подойдет.
Производство трубогибов промышленным способом – это выпуск двух модификаций устройств, где одни создаются в мобильном исполнении, доступные для переноски, а другие – в стационарном. Большим комфортом применения отличаются трубогибы, подключаемые к электричеству. Они обеспечивают нужный радиус сгиба в соответствии с определенным углом без деформации профиля.
Если вы планируете проведение работ по сгибанию труб у себя дома, то надо учитывать определенные нюансы:
- инструмент в ручном исполнении оснащается пружинным элементом, с помощью которого и производится изменение конфигурации трубы;
- сегментный инструмент дает возможность осуществлять гибку трубы за счет ее растяжки вокруг сегмента используемого оборудования;
- дорновый инструмент позволяет гнуть только тонкостенные трубы на достаточно незначительный радиус посредством специальных направляющих.
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.

Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.

Чтобы сделать станок для прокатки профильной трубы потребуется:

Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
 Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Чертежи трубогиба профильного


Самодельный трубогибочный станок прокатного типа

Спецификация-пояснение к схеме:
- Деревянная плита;
- Швеллер;
- Болт;
- Уголок;
- Специальный сухарь;
- Прижимной ролик;
- Ручка;
- Хомут;
- Направляющий ролик;
- Крепежные болты уголков.
Простейший трубогиб из домкрата арбалетного типа
 Здесь:
Здесь:
- Болты;
- Домкрат;
- Оправка.

Сборка простого трубогиба
Следуя нижеприведенной инструкции, можно изготовить трубогиб для профильной трубы своими руками для сечение от 10×10 до 25×25 мм под углом до 180 градусов.

Предлагаемая конструкция отличается простотой, а для ее изготовления понадобится следующий набор материалов:
- крепежная планка;
- квадратный профиль, необходимый для изготовления ручки вращения;
- два ролика, где диаметр первого – 65 мм, а второго – 173 мм;
- ось, оснащенную в торцевой части резьбой М14;
- гайка М16, шайба С
Для изготовления крепежной планки может быть использован металл толщиной от 7 мм. В этом элементе конструкции необходимо высверлить отверстие (30 мм) для установки оси под ролик, 4 гнезда (8 мм) под шпильки М6 и отверстия под болты.

Квадратный профиль (36×36 мм, толщина стенок 4 мм) подойдет для изготовления ручки, приводящей в движение станок. Для крепления этого элемента в качестве рычага к его внутреннему торцу надо приварить две пластины и сделать в них отверстия (30 мм), ориентируясь на болты, которые фиксируют ролики.
 Сборка трубогиба производится с соблюдением следующего порядка действий:
Сборка трубогиба производится с соблюдением следующего порядка действий:
- Крепежная планка закрепляется на верстаке посредством болтов М8. При этом следует обеспечить устойчивость верстака с целью исключить вероятность его сдвигов во время работы по сгибанию заготовки.
- На ось вращения, закрепленную в крепежной планке, монтируется большой ролик, фиксируемый гайкой.
- Устанавливается и закрепляется ось, удерживающая малый ролик.
- Размещаются на свои местах шпильки М6, необходимые для удержания части профиля при работе с ним. На шпильки насаживаются крепежные пластины, соотносящиеся с размером профиля.
 В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
В дальнейшем процесс сгиба профтрубы предполагает, что сначала будет отведена в левое положение до упора ручка трубогиба, затем установят в нужном положении заготовку, изгиб которой обеспечит работа станка, приводимого в движение рычагом.
Заключение
Так как сделать трубогиб для профильной трубы достаточно сложно, мы представили 3 разных варианта его изготовления. Один из них должен подойти.
После того как сделаете трубогиб своими руками присылайте его нам на почту с описанием работы и мы разместим его на сайте.













