Дефекты при различных видах сварки. Основные дефекты сварных швов
Дефекты сварных швов являются следствием неправильного выбора или нарушения технологического процесса изготовления сварной конструкции, применения некачественных сварочных материалов и низкой квалификации сварщика.
Дефекты разделяются на внешние и внутренние. К внешним дефектам относятся: нарушение размеров и формы шва, непровар, подрез зоны сплавления, поверхностное окисление, прожог, наплыв, поверхностные поры, незаверенные кратеры и трещины продольные и поперечные. К внутренним дефектам относятся: внутренние поры, неметаллические включения, непровар и микротрещины.
Нарушение размеров и"формы шва Выражается в неполномерности ширины и высоты шва, в чрезмерном усилении и резких переходах от основного металла к наплавленному. Эти дефекты при ручной сварке являются результатом низкой квалификации сварщика, плохой подготовки свариваемых кромок, неправильного выбора сварочного тока, низкого качества сборки под сварку. Дефекты формы шва могут быть и следствием колебаний напряжения в сети. При автоматической сварке нарушения формы и размеров шва являются следствием неправильной разделки шва или нарушения режима в процессе сварки (скорости сварки, скорости подачи электродной проволоки, сварочного тока).
Непровар -местное несплавление свариваемых кромок основного и наплавленного металлов-является следствием низкой квалификации сварщика, некачественной подготовки свариваемых кромок(малый угол скоса, отсутствие зазора, большое притупление), смещения электрода к одной из кромок, быстрого перемещения электрода по шву.
Подрез -узкое углубление в основном металле вдоль края сварного шва-образуется при сварке большим током или удлиненной дугой, при завышенной мощности горелки, неправильном положении электрода или горелки и присадочного прутка.
Поверхностное окисление -окисление металла шва и прилегающего к нему основного металла. Причинами являются сильно окисляющая среда, большая длина дуги, чрезмерно большая мощность сварочной горелки или слишком большой сварочный ток, замедленное перемещение электрода или горелки вдоль шва.
Прожог -сквозное отверстие в сварном шве. Основными причинами прожога являются большой сварочный ток, завышенная мощность сварочной горелки, малая толщина основного металла, малое притупление свариваемых кромок и неравномерный зазор между ними по длине.
Наплыв -результат натекания металла шва на непрогретую поверхность основного металла или ранее выполненного валика без сплавления с ним. Такие дефекты могут быть при низкой квалификации сварщика, некачественных электродах и несоответствии скорости сварки и сварочного тока разделке шва.
Поверхностные и внутренние поры Возникают вследствие попадания в металл шва газов(водород, азот, углекислый газ и др.). образовавшихся при сварке. Водород образуется из влаги, масла и компонентов покрытия электродов. Азот в металл шва попадает из атмосферного воздуха при недостаточно качественной защите расплавленного металла шва. Оксид углерода образуется в процессе сварки стали при выгорании углерода, содержащегося в металле. Если свариваемая сталь и электроды имеют повышенное содержание углерода, to при недостатке в сварочной ванне раскислителей и при большой скорости сварки оксид углерода не успевает выделиться и остается в металле шва. Таким образом, пористость является результатом плохой подготовки свариваемых кромок (загрязненность, ржавчина, замасленность), применения электродов с сырым покрытием, влажного флюса, недостатка раскислителей, больших скоростей сварки.
Неметаллические включения образуются при сварке малым сварочным током, применении некачественных электродов, сварочной проволоки, флюса, загрязненных кромках и плохой очистке шва от шлака при многослойной сварке. При неправильно выбранном режиме сварки шлаки и оксиды не успевают всплыть на поверхность и остаются в металле шва в виде неметаллических включений.
Трещины наружные и внутренние (микротрещины) являются опасными и недопустимыми дефектами сварных швов. Они образуются вследствие напряжений, возникающих в металле от его неравномерного нагрева, охлаждения и усадки. Высокоуглеродистые и легированные стали после сварки при охлаждении закаливаются, в результате чего могут образоваться трещины. Причиной возникновения трещин служит также повышенное содержание в стали вредных примесей (серы и фосфора).
Методы устранения дефектов свар Ных швов. Не пол номер ность швов устраняется наплавкой дополнительного слоя металла. При этом наплавляемую поверхность необходимо тщательно очистить до металлического блеска абразивным инструментом или металлической щеткой. Чрезмерное усиление шва устраняют с помощью абразивного инструмента или пневматического зубила.
Непровар, кратеры, поверхностные и внутренние поры и неметаллические включения устраняют вырубкой пневматическим зубилом или расчисткой абразивным инструментом всего дефектного участка с последующей заваркой. Часто применяют выплавку дефектного участка с помощью поверхностной кислородной или воздушно-дуговой резки.
Подрезы заваривают тонкими Беликовыми швами. Наплывы устраняют обработкой абразивным инструментом или с помощью пневматического зубила. Наружные трещины устраняют разделкой и последующей заваркой. Для предупреждения распространения трещины по концам ее засвер - ливают отверстия. Разделку трещины выполняют зубилом или резаком. Кромки разделки зачищают от шлака, брызг металла, окалины и заваривают. Швы с внутренними трещинами вырубают и заваривают заново. При наличии сетки трещин дефектный участок вырезают и сваркой накладывают заплату.
Нарушение требований, установленных нормативными документами, при сварке плавлением приводит к образованию брака. Дефекты сварных соединений ГОСТ 30242-97 разделяет на шесть групп. Их нужно знать так же хорошо, как и то, правильно.
Трещины: разновидности, причины их образования
Трещиной называют несплошность, которая вызывается резким охлаждением или воздействием нагрузок. Разновидность этого дефекта, которую можно обнаружить только оптическими приборами с увеличением, не менее пятидесятикратного, называют микротрещиной.
Продольные трещины располагаются вдоль сварного соединения и могут располагаться:
- в металле шва;
- в основном материале;
- на границе сплавления;
- в области температурного влияния.
Трещины в основном металле, причиной которых являются высокие напряжения, называют скрытыми. Внешне они напоминают ступеньки. Этот дефект присущ сварным соединениям значительной толщины. Высокие напряжения вызываются слишком жесткими соединениями или некорректным выбором сварочной технологии. Уменьшение сварочных напряжений снижает вероятность образования скрытых продольных трещин.
Конфигурация продольных трещин определяется линиями сплавления шва и основного металла.
Эти трещины разделяют на:
- горячие, их причиной является высокотемпературная хрупкость сплавов;
- холодные — возникают при медленном разрушении металла.
Поперечные трещины ориентированы перпендикулярно оси сварного шва. Они могут возникать, как в основном материале и металле сварного соединения, так и в зоне температурного влияния.
Радиальные трещины расходятся из одной точки и иначе называются звездообразными. Места их расположения аналогичны локализациям поперечных трещин. Причины образования поперечных и радиальных трещин такие же, как и у продольных.
В месте отрыва дуги на поверхности шва образуется углубление. Дефекты, которые возникают в этом месте, называют трещинами в кратере. Они разделяются на продольные, поперечные, звездоподобные. Конфигурацию этого дефекта определяют: микроструктура зоны сварного соединения, фазовые, термические и механические напряжения.
Если возникает группа не связанных друг с другом трещин, то они называются раздельными. Места и причины их возникновения аналогичны этим характеристикам поперечных и радиальных трещин.
Если из одной трещины образуется группа трещин, то такой брак носит название разветвленных трещин. Места их расположения — основной материал, металл шва, область термического влияния. Причины возникновения такие же, как и у продольных трещин.
Поры: их форма, места расположения и причины появления
Дефекты сварных соединений и соединений в виде полостей в сварном соединении называют порами. Эти полости заполнены газом, который не успел выделиться наружу.
Различают следующие разновидности пор:
- Газовая полость — это образование произвольной формы, не имеющее углов, причиной появления которого явились газы, не успевшие покинуть расплавленный материал.
- Газовой порой называют газовую полость, имеющую сферическую форму.
- Группа газовых пор, которая располагается в металле сварного соединения, называется равномерно распределенной пористостью.
- Скопление пор — это три или более газовых полостей, расположенных кучно на расстоянии между собой, не превышающем тройной диаметр максимальной поры.
- Цепочкой пор называют ряд газовых полостей, которые располагаются линией вдоль сварного соединения с расстоянием между ними, не превышающем трех диаметров наибольшей из пор.
- Если дефектом является несплошность, вытянутая вдоль оси сварного шва и имеющая высоту, которая гораздо меньше длины, то она называется продолговатой полостью.
- Свищом называют трубчатую полость, которая располагается в металле сварного шва. Свищ вызывается выделением газа. Его форма и положение определяются источником газа и режимом твердения. Как правило, свищи образуют скопления в форме елочек.
- Газовая полость, нарушающая целостность поверхности сварного соединения, называется поверхностной порой.
- Если во время затвердевания вследствие усадки образуется полость — она носит название усадочной раковины. А усадочная раковина, расположенная в конце валика и не заваренная при последующих проходах, называется кратером.
Поры — дефекты сварных соединений, фото которых приведено ниже, появляются из-за наличия вредных примесей, как в основном металле, так и в присадочном. Поры могут образовываться из-за ржавчины и прочих загрязнений, которые не были удалены перед проведением сварки с кромок материала, повышенного содержания углерода, высокой скорости сварочного процесса, нарушений защиты сварочной ванны. Самой частой причиной возникновения пор является отсыревшее покрытие плавящегося электрода.
Наличие одиночных пор не представляет опасности, а вот их цепочка может негативно сказаться на прочностных характеристиках сварного соединения. Участок сварочного шва, пораженный этими дефектами, переваривают, предварительно механически его зачистив.
 Поры и шлаковые включения
Поры и шлаковые включения
Виды твердых включений в сварном шве
Твердые инородные включения, как металлического, так и неметаллического характера, имеющие в своей конфигурации хотя бы один острый угол, являются недопустимым дефектами в сварном соединении, поскольку играют роль концентраторов напряжений. Дополнительная опасность этих дефектов заключается в том, что они не видимы снаружи. Обнаружить их можно только методами неразрушающего контроля.
 Шлаковые включения в сварном соединении
Шлаковые включения в сварном соединении
Твердые включения разделяются на следующие виды:
- Шлаковые включения — это шлаки, попавшие в сварочный шов. В зависимости от того, в каких условиях они были образованы, они бывают линейными, разобщенными, прочими. Причины их образования — большие скорости сварочного процесса, загрязненные кромки, многослойная сварка, если швы между слоями очищены некачественно. Форма этих бракованных включений очень разнообразна, поэтому они могут быть гораздо опаснее округлых пор.
- Флюсы, служащие для защиты металла от окисления, являются причиной образования флюсовых включений. Также, как и шлаковые, флюсовые включения делят на линейные, разобщенные и прочие.
- Причинами образования оксидных включений могут быть: недостаточно чистая поверхность основного или присадочного металлов, вытаскивание горячего сварочного прутка из области защиты, неправильная подготовка кромок — слишком сильное их затупление.
- Частицы сторонних металлов — вольфрама, меди или других образуют металлические включения. Причиной их образования может стать эрозия вольфрамового электрода или случайное попадание металлических частиц снаружи, а также при использовании для поджига медной стружки.
Несплавление и непровар: причины возникновения
 Непровар и несплавление
Непровар и несплавление
Дефекты — несплавление и непровар — это отсутствие соединения основного материала и металла сварного соединения.
Несплавление возникает при высоких скоростях сварочного процесса и силе тока более 15000С. Для предотвращения несплавлений необходимо уменьшить скорость сварки, снизить временной разрыв между образованием и заполнением канавки, тщательно очищать сварочную зону от масел и загрязнений. Несплавления могут располагаться:
- в корне сварного шва;
- на боковой стороне;
- между валиками.
Непровар возникает по причине невозможности расплавленного металла достичь корня шва. Причин непровара может быть несколько:
- недостаточный сварочный ток;
- слишком высокая скорость перемещения электрода;
- увеличенная длина дуги;
- слишком маленький угол скоса кромок;
- перекос свариваемых кромок;
- недостаточный зазор между кромками;
- неправильно выбранный — увеличенный — диаметр электрода.
- попадание шлака в зазоры между кромками;
- неадекватный выбор полярности для данного типа электродов.
Непровар — очень опасный и недопустимый сварочный дефект.
Виды отклонений формы наружной поверхности шва от заданных значений
К нарушениям формы сварочного шва относят следующие дефекты:
- Подрезы непрерывные — представляют собой непрерывные углубления, расположенные на наружной части валика шва. Если подрезы располагаются со стороны корня одностороннего шва и образуются по причине усадки вдоль границы, их называют усадочными канавками. Подрезы являются широко распространенными поверхностными дефектами, которые возникают из-за слишком высокого напряжения дуги при сваривании угловых швов или по причине неточного ведения электрода. В этом случае одна из кромок проплавлена более глубоко, что приводит к стеканию металла на находящуюся в горизонтальном положении деталь. Для заполнения канавки металла не хватает. При сварке стыковых швов подрезы образуются редко. При слишком высоких значениях скорости сварки и напряжения дуги, как правило, возникают двухсторонние подрезы. Такого же типа дефект получается и при автоматической сварке в случае повышения угла разделки.
- Превышения выпуклостей стыкового или углового шва представляют собой избыток наплавленного металла с лицевой стороны швов сверх положенного значения.
- Если избыток наплавленного металла сверх установленного значения располагается на обратной стороне стыкового шва, то такой дефект называют превышением проплава. Разновидность — местный избыточный проплав.
- Если избыток наплавляемого металла натекает на основной металл, но не сплавляется с ним, то такой дефект называют наплавом.
- Линейное смещение возникает, если свариваемые поверхности расположены параллельно, но не на одном уровне.
- Угловым называют смещение между двумя поверхностями при их расположении под углом, который отличается от необходимого.
- Натек образуется из металла сварного шва который оседает под воздействием силы тяжести. Натек образуется при горизонтальном, потолочном, нижнем положениях сварки, в угловом соединении и шве нахлесточного соединения.
- При прожоге металл сварочной ванны вытекает, образуя сквозное отверстие. Причинами прожога могут стать загрязненность поверхности основного металла или электрода.
- Неполное заполнение разделки кромок возникает из-за недостаточного количества присадочного материала.
- Если в угловом соединении один катет значительно превышает другой, то возникает дефект чрезмерной асимметрии.
- Неравномерная ширина сварного шва.
- Неровная поверхность — это неравномерность формы усиления шва по его протяженности.
- Вогнутость корня шва представляет собой неглубокую канавку со стороны корня шва, которая образовалась по причине усадки.
- Из-за возникновения пузырьков в период затвердевания металла образуется пористость в корне шва.
- Возобновление. Этот дефект представляет собой местную неровность поверхности в зоне возобновления сварочного процесса.
 Наплыв и подрез
Наплыв и подрез
Прочие дефекты сварных швов
Все дефекты сварных швов и соединений, которые не были перечислены выше, относятся к категории «прочие». К ним принадлежат следующие типы дефектов:
- Случайная дуга. В результате возникновения случайного горения дуги возникает местное повреждение поверхностного слоя основного металла, который примыкает к области сварного шва.
- Брызги металла — капли, которые образовались от наплавляемого или присадочного металла во время сварочного процесса. Они прилипают к поверхности остывшего металла сварного шва или основного металла, расположенного в околошовной области.
- Вольфрамовые брызги — создаются частицами вольфрама, выброшенного из расплавленного электрода на основной металл или на сварной шов.
- Поверхностные задиры — это дефекты, которые возникают из-за удаления временно приваренного приспособления.
- Утонение металла образуется при механической обработке. При этом толщина металла имеет значение, которое меньше допустимой величины.
Допустимые дефекты сварных соединений — это отклонения, наличие которых не снижает эксплуатационные свойства сварного соединения и их присутствие разрешено нормативной документацией. Все остальные дефекты, как правило, исправляются с помощью подварки. Исправлять качество сварки более двух раз не разрешается, так как может произойти перегрев или пережог металла.
Общие положения.С точки зрения простого здравого смысла трещины в сварных соединениях невозможны: металл при выполнении сварного шва сначала жидкий, а затем при охлаждении - пластичный. Однако факторы (причины и следствия), обуславливающие образование сварного соединения являются также и факторами (условиями), образования трещин в нём, как-то: нагревание, плавление, кристаллизация, охлаждение в жёстком закреплении, структурные, фазовые превращения, внутренние напряжения, микро- и макро- неоднородности, и т.п. Появление (получение) сварного соединения без трещин скорее исключение, чем правило.
В любом сварном соединении (особенно при сварке плавлением), строго говоря, присутствуют трещины (хотя бы микро), но в благоприятных условиях (в удачном случае) они охлопываются, а в неблагоприятных условиях - (в неудачном случае) -раскрываются - обнаруживают себя. Трещины в сварных соединениях классифицируют как показано на рис.1.
Рисунок 1
Способность материала сварного соединения воспринимать без разрушения деформации и напряжения, вызываемые термодеформационным циклом сварки называется его технологической прочностью и является важнейшей характеристикой металла, подлежащего сварке.
Горячие трещины
Согласно теории технологической прочности, разработанной Н.Н. Прохоровым сопротивляемость сварного соединения образованию горячих трещин определяется такими факторами:
а) пластичностью металла в температурном интервале хрупкости;
б) значением (величиной, протяженностью) температурного интервала хрупкости;
в) темпом температурной деформации сварного соединения.
Основной вид горячей трещины показан на рис. 2.
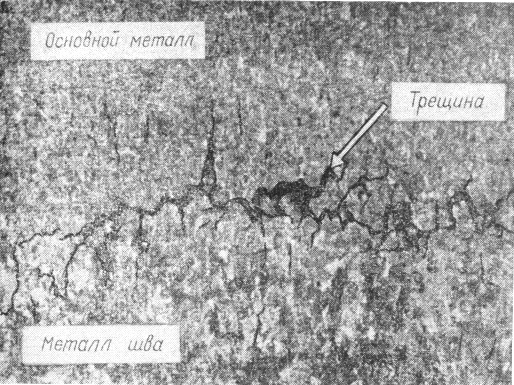
Рис.2. Продольная горячая трещина.
Возникновение сварочных деформаций (и напряжений) обусловлено концентрированным местным нагревом при сварке и имеет место всегда. Это связано с тем, что нагреваемый объём металла при сварке всегда находится в закреплении соседними не нагреваемыми объёмами металла и вынужден претерпевать пластические деформации. Это, в свою очередь, при охлаждении приводит к возникновению силовых напряжений и дополнительных деформаций.
Деформации в твердом металле реализуются по известным механизмам: двойникования, внутризеренного скольжения (приводящего к появлению линий сдвига) и межзёренного проскальзывания, сопровождающегося появлением ступенек по границам зерен. В такой же последовательности возрастает роль этих составляющих деформаций при повышении тем
пературы металла и уменьшении скорости деформации, причем с повышение температуры сопротивление деформации приграничных участков зерен падает более интенсивно, чем внутризеренных объемов, а запас межзеренной пластичности заметно ниже, чем внутризеренный. Поэтому при высоких температурах обычным является межзеренное разрушение при меньшей пластичности.
Если после затвердевания чистых металлов теоретически можно рассматривать их деформирование только в однофазном твердом состоянии, то для обычно применяемых сплавов приходится считаться с наличием при кристаллизации двухфазного твердо-жидкого состояния (Рис.3).
По мере понижения температуры металл изменяет свое состояние из жидкого в жидкотвердое, затем твердо-жидкое и, наконец, твердое. Как правило, пластичность (или точнее величина, обратная вязкости) жидкости весьма велика.
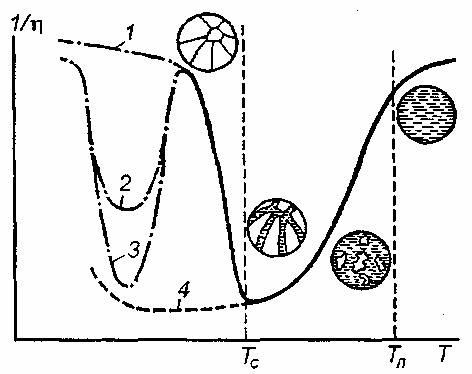
Рисунок 3
При появлении разобщенных кристаллов твердой фазы (жидко-твердое состояние) пластичность заметно уменьшается, но остается достаточно высокой, определяемой в основном жидкой фазой. Когда при дальнейшем снижении температуры растущие кристаллиты срастаются, образуя общий каркас, разъединяющий в той или иной степени остающиеся объемы жидкой фазы, пластичность в основном определяется этим скелетом твердой фазы. Однако при его разрушении (разрывах) достаточное количество подвижной жидкости может заполнять эти разрывы -«залечивать» их в процессе продолжающейся кристаллизации. При уменьшении количества жидкой фазы и ее расположении в объеме двухфазного сплава в виде пленок между кристаллитами деформационная способность сильно снижается (главным образом против
сдвига, сохраняя высокую прочность на отрыв) и разъединенные (разорванные) кристаллиты «не залечиваются». При полном затвердевании пластичность однофазного твердого металла значительно возрастает.
Хотя прямых экспериментальных определений деформационной способности различных металлов и сплавов в области высоких температур очень немного, в целом схематически ее можно охарактеризовать - сплошной линией на рис.3.
Наиболее низкую (но всегда имеющуюся) пластичность металлы имеют в твердожидком состоянии, в котором после образования общего каркаса твердой фазы начинается и усадка с изменением объема и линейных размеров, определяемых температурным коэффициентом линейного расширения.
Область пониженной пластичности в процессе кристаллизации вблизи так называемого «реального» солидуса называется температурным интервалом хрупкости (ТИХ)
.
Величина ТИХ зависит от диаграммы состояния сплава. Например, для двухкомпонентного сплава с эвтектикой температурные области различного состояния в зависимости от количества второго компонента показаны на рис. 4 сплошными линиями. (А - жидкость; В - жидко-твердое состояние; С - твердо-жидкое состояние; ниже С - твердое состояние.)
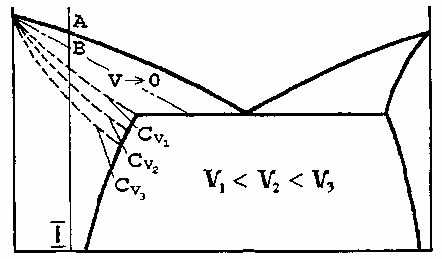
Рисунок 4
Увеличение скорости охлаждения (скоростикристаллизации), характерной, в частности, и для сварочных условий, приводит к снижению равновесных критических температур, к более низким ее значениям, причем особенно сильно снижается температура солидуса. Общий характер такого снижения показан на рис.3 штриховыми линиями. Как правило, это приводит к расширению области твердо-жидкого состояния (вследствие увеличения интервала То - То), к расширению ТИХ и увеличению вероятности получения разрушений (трещин) при твердо-жидком состоянии металла. Такие горячие трещины называются кристаллизационными.
Расширяет интервал твердо-жидкого состояния и ряд примесей, имеющихся в реальных сплавах, в частности ликвирующих. Так, при наличии достаточного количества серы в сплавах на железной основе эвтектики Fе - FеS и особенно Fе - FеО - FеS значительно снижают температуру «реального» солидуса (примерно до 1000 °С), что приводит к значительному интервалу ТИХ, почти в 500 °С (на рис.2 это расширение ТИХ условно показано штриховой линией 4.)
Еще более может расширяться область пленочного расположения остаточных количеств жидкости при наличии N и S (температура плавления этой эвтектики ~ 644 °С). Такие сплавы весьма склонны к образованию кристаллизационных трещин.
Однако достаточно значительная пластичность - деформационная способность, приобретаемая при завершении затвердевания, не всегда по мере охлаждения сохраняется высокой. Она может опять снижаться. Объяснение такому снижению пластичности при температурах несколько ниже солидуса связано с двумя гипотезами: полигонизации и миграции границ зерен.
Первая гипотеза базируется на том, что в результате кристаллизации в металле образуется большое количество дефектов строения (вакансии в решетке, дислокации - линейные несовершенства кристаллического строения). Появление дислокации определяется разориентировкой при сращивании кристаллитов и внутрикристаллизационных блоков, пластической деформацией при охлаждении и выходом винтовых дислокации на поверхность зерен - V подкладок, на которых растут кристаллиты в процессе затвердевания.
При повышенных температурах дислокации обладают высокой подвижностью вследствие как внешних напряжений, так и взаимодействия между собственными полями напряжений. Энергетически наиболее вероятно расположение дислокации в виде стенок, которые делят кристаллит на части, сопрягаемые друг с другом под некоторым небольшим углом (обычно менее 1 °). Создавшиеся в процессе охлаждения стенки дислокации приводят к образованию новых, вторичных границ, которые определяют и снижение деформационной способности металла при высоких температурах.
Вторая гипотеза базируется на том, что так как внутренняя энергия в металле уменьшается при уменьшении протяженности границ зерен, в целом существует тенденция к общему сокращению длины этих границ. В результате одни зерна за счет поглощения соседних вырастают, что возможно при более высоких температурах, когда диффузионная подвижность атомов достаточно значительна. За счет миграции границ у них идет накопление несовершенств и примесных атомов, приводящих к понижению деформационной способности металла (сплава) вследствие исчерпания запаса межзеренной пластичности в процессе пластической деформации при охлаждении.
Наличие в закристаллизованном металле двух, отличающихся твердых фаз (например, в сталях аустенита и феррита) по обеим гипотезам является препятствием для появления новых границ и в связи с этим нет заметного снижения пластичности металла по мере понижения температуры ниже солидуса. Поэтому такое снижение деформационной способности наиболее характерно для чистых металлов и однофазных твердых растворов, получающихся в результате первичной кристаллизации.
Снижение деформационной способности металла в связи с образованиемновых границ зерен при подсолидусных температурах может не обеспечить тех деформаций, которые накапливаются в результате понижения температуры и способствуют образованию горячих подсолидусных (называемых иногда полигонизационными) трещин.
Общий характер возможных вариантов изменения деформационной способности металла в процессе его охлаждения при температурах ниже солидуса показан на рис. 2 штрихпунктирными линиями 2, 3, из которых линия 3 определяет наибольшее снижение плапластичности в этих условиях.
Сопротивляемость подсолидусным трещинам также связана с диаграммой состояния сплава.
Горячие как кристаллизационные, так и подсолидусные трещины имеют межкристаллитный характер. Разрушение идет межзеренно, по границам зерен. Схематичная оценка сопротивляемости (или склонности) металла горячим трещинам может быть осуществлена сопоставлением его деформационной способности в области высоких температур и тех фактических деформаций, которые происходят и накапливаются в этот период охлаждения металла.
Одним из наиболее надежных способов исключения горячих трещин в металле швов является выбор металла с повышенной стойкостью против таких разрушений. Это достигается либо повышением деформационной способности металла в области температур возможного возникновения трещин, либо обеспечением «залечивания» их при достаточном количестве подвижной жидкой фазы.
Весьма важными с этой точки зрения являются количество легкоплавких эвтектик в кристаллизующемся металле и величина его температурного интервала хрупкости. Общая зависимость влияния элемента, увеличивающего количество легкоплавких эвтектик в сплаве, на изменение его склонности к образованию горячих трещин изображена на рис 5. Левая часть этой зависимости указывает на усиление вероятности образования таких трещин по мере увеличения элемента, дающего легкоплавкую эвтектику, так как растет количество жидких прослоек между кристаллитами при кристаллизации, они настолько разъединяют кристаллиты, что деформационная способность сплава падает. При значительном увеличении такого элемента в сплаве количество эвтектики оказывается достаточным для заполнения («залечивания») образующихся несплошностей - стойкость сплава против образования кристаллизационных трещин растет.
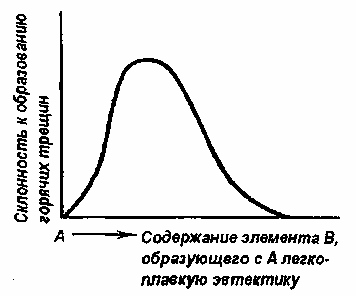
Рисунок 5
Следует отметить, что увеличение содержания такого элемента в сплаве для повышения стойкости против образования трещин в шве применимо далеко не всегда, так как такой сплав может обладать свойствами, недопустимыми с точки зрения эксплуатационных требований к конструкции. Например, при высоком содержании серы в стали можно исключить кристаллизационные трещины, но механические свойства таких швов окажутся весьма низкими.
Обычно либо снижают концентрацию вредных примесей, создающих опасные количества легкоплавких эвтектик, либо связывают их в тугоплавкие прочные соединения, уменьшая тем самым и количество эвтектики. Так, например, при дуговой сварке низкоуглеродистой стали зависимость образования трещин в швах от содержания S, С и Мп показана на рис. 6. Из этой зависимости следует, что углерод усиливает вредное воздействие серы, а марганец его ослабляет. Это положительное влияние марганца определяется связыванием им серы в тугоплавкое соединение МnS и уменьшением количества легкоплавких эвтектик Fе - FеS от оставшегося количества не связанной марганцем серы.
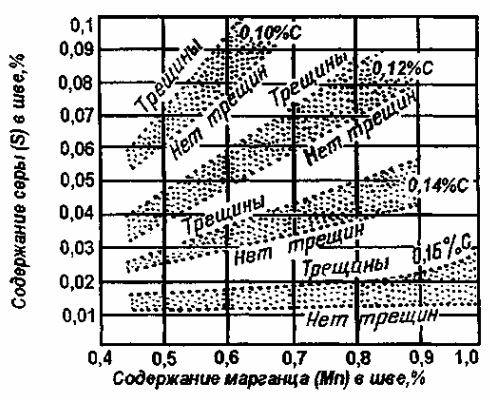
Рисунок 6
К образованию кристаллизационных и подсолидусных трещин склонны однофазные сплавы, например аустенитные стали и никелевые сплавы. Значительно повышается их сопротивляемость образованию горячих трещин при сварке в случае наличия в металле второй фазы (обычно феррита, иногда карбидов). Ферритная фаза при этом измельчает структуру, лучше растворяет вредные примеси (S, Р, Si и др.), дополнительно скрепляет аустенитные зерна.
Общий характер изменения склонности к образованию горячих трещин в сварных швах хромоникелевых сталей и никелевых сплавов от соотношения в металле Сr к Ni (составов, пересчитанных в эквивалентные - заменяющие - количества ферритизатора Сr и аустенизатора Ni) показан на рис. 7.
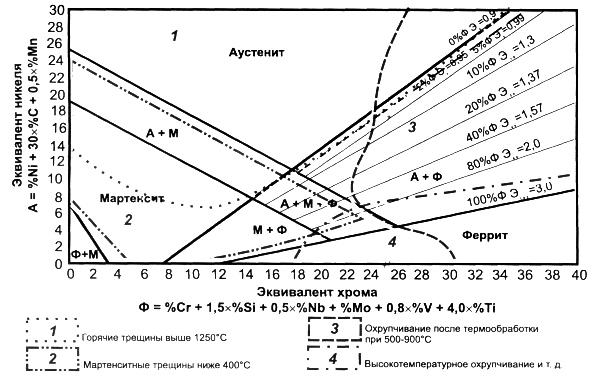
Рисунок 7
Таким образом, оказывается возможным подбирать такие составы сварочных материалов, которые при достаточно высоких эксплуатационных свойствах обладают и необходимой стойкостью против образования при сварке горячих трещин.
Как технологический прием для исключения (ограничения) горячих трещин применяют предварительный подогрев (для низко и среднелегированных сталей), сварку на жестких режимах (для аустенитных сталей), а также выбирают режимы, обеспечивающие благоприятную форму шва, т.е. соотношение ширины и глубины шва
(слоя шва)
Так, при одном и том же составе металла швы с глубоким проплавлением при малой ширине (т.е. при малом значении b/h - рис. 8, а) более склонны к горячим трещинам, чем швы с отношением b/h = 1,5-3 (рис.8, 6). Для оценки склонности металла швов к образованию горячих трещин существует ряд проб и методик. Технологические пробы основаны главным образом на установлении сравнительны характеристик по сопротивляемости металла швов, выполненных различными сварочными материалами в сопоставимых условиях (размеры и формы образца, режимы сварки и пр.). Количественные, методики основаны на получении при испытаниях
сравнительных численных показателей сопротивляемости (или склонности) металла швов к образованию горячих трещин. Они осуществляются в виде серии испытаний с получением численного показателя стойкости, обычно скорости дополнительного принудительного деформирования свариваемого образца в период кристаллизации определенного участка сварочной ванны и последующего охлаждения.
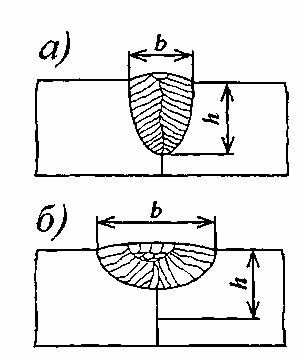
Рисунок 8
Холодные трещины
В сварных соединениях как в металле сварных швов, так и в околошовных зонах ряда металлов образуются так называемые холодные трещины. Свое наименование они получили в связи с тем, что начало их появления фиксируется либо при относительно умеренных температурах (значительно более низких, чем температуры горячей обработки), либо при комнатной и более низкой температурах.
Наиболее типичными холодными трещинами в сварных соединениях являются поперечные трещины в металле швов, поперечные трещины вблизи границы сплавления в околошовной зоне, а также трещины, параллельные границе сплавления, так называемые отколы. Пример холодных трещин показан на рис.9
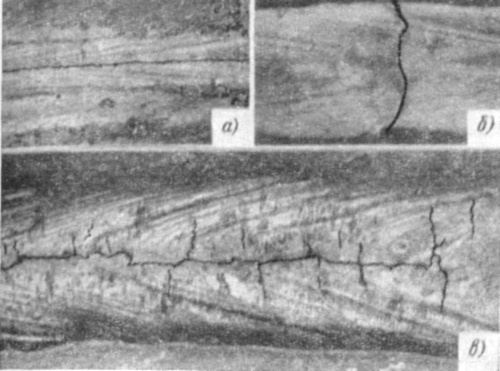
а – продольная трещина по шву;
б – поперечная трещина по шву;
в – продольные и поперечные трещины;
Рис.9. Холодные трещины.
Обычно холодные трещины образуются в металле с недостаточно высокой деформационной способностью, особенно границ зерен, вызываемой закалкой и пластической деформацией при неравномерном охлаждении и фазовых превращениях. Холодные трещины образуются либо в процессе завершения охлаждения сварного соединения, либо через некоторое время после полного охлаждения (замедленное разрушение).
Образование холодных трещин в процессе продолжающегося охлаждения определяется накоплением пластических деформаций в связи с изменением размеров и формы неравномерно охлаждающегося свариваемого изделия.
Замедленные разрушения связаны с длительным действием поля собственных (сварочных) или создаваемых внешними силами напряжений такой величины, при которой продолжается процесс деформирования, хотя бы с весьма малыми скоростями. В случае наличия закаленного металла сопротивление деформации зерен (например, при мартенситной структуре) весьма значительно. Деформация в этом случае происходит только за счет менее упорядоченных границ зерен (зон металла, прилегающих к границам), главным образом за счет их сдвига. Сдвиги по границам, расположенным параллельно или под углом к направлению действия сил растяжения, приводят к концентрации напряжений (и стоку несовершенств кристаллического строения, дислокации) к границам зерен, расположенным пер¬пендикулярно к растягивающим силам. Эта концентрация напряжений и ослабление таких границ скоплением несовершенств строения приводят к зарождению разрушения, наиболее вероятного в стыке границ этих зерен. Под действием напряжений эти микроразрушения развиваются в трещины, распространяющиеся уже в основном по телу зерен, хотя для некоторых сплавов, когда, например, этот процесс сопровождается и другими (старение и пр.), трещина и далее, после зарождения, распространяется в основном по границам зерен.
Наиболее характерными температурами возникновения холодных трещин при сварке закаливающихся сталей являются температуры, при которых уже произошел распад основной части аустенита, но может продолжаться распад остаточного аустенита. Обычно такими температурами являются 120° С и более низкие. Часто трещины образуются уже при комнатных температурах спустя некоторое время после окончания сварки (десятки минут, часы, а иногда и через более длительные промежутки времени).
В титановых сплавах в связи с особенностями их кристаллического строения трещины могут образовываться и через более длительное время (недели, месяцы).
В закаливающихся сталях образование ряда холодных трещин связано как с получением структур с низкими пластическими свойствами металла, так и с влиянием водорода, растворяющегося при сварке в жидком металле и затем поступающего и в околошовную зону.
Возможность закалки при сварке различных сталей как в металле шва, так и в зоне термического влияния весьма вероятна. С точки зрения возможности возникновения трещин в сварных соединениях необходимо дополнительно рассмотреть некоторые вопросы, связанные с распадом аустенита в условиях сварочного термического цикла.
Если в специальной установке (например, ИМЕТ-1) нагревать и охлаждать образец по термическому циклу сварки (с быстрым нагревом и быстрым, но все же более замедленным охлаждением) и при некоторых заданных температурах как на ветви нагрева, так и на ветви охлаждения мгновенным приложением нагрузки его разрушать, то окажется, что свойства стали при одной и той же температуре при нагреве и охлаждении значительно отличаются. Характерное для некоторых сталей изменение пластических свойств на ветвях нагрева и охлаждения при изменении температуры по типовому сварочному термическому циклу.
Из сопоставления пластичности при одинаковых температурах следует, что металл на ветви охлаждения, особенно в области температур распада аустенита (ниже 650 - 600° С), менее пластичен, чем на ветви нагрева. Такое снижение пластичности наблюдается как у незакаливающихся, так и у закаливающихся сталей.
У незакаливающихся сталей после достижения минимальной пластичности на ветви охлаждения с дальнейшим понижением температуры после завершения распада аустенита с получением достаточно пластичных структур наступает повышение относительного сужения. Это повышение пластичности наступает при тем более высоких температурах, чем при более высоких температурах, заканчивается распад аустенита при охлаждении. Если процесс распада аустенита начинается при более низких температурах и продолжается до достижения комнатных температур, пластичность такой стали остается в широком температурном интервале достаточно низкой. В случае, когда к умеренным температурам заканчивается распад и остаточного аустенита, то при температурах, близки к V комнатным, пластичность такой стали имеет тенденцию к возрастанию.
Как известно по мере понижения температуры в достаточно жестких сварных соединениях возрастают внутренние напряжения и происходит накопление пластических деформаций. Это создает возможность образования холодных трещин, если металл не обладает достаточным запасом пластичности. Вероятность появления холодных трещин увеличивается в случае расширения температурного интервала, в котором пластические свойства стали достаточно низки и когда минимум пластичности смещается к комнатным температурам.
Водород, находящийся в стали, дополнительно снижает работу ее разрушения, охрупчивает металл и тем самым в еще большей степени способствует образованию трещин. Расссмотрим в этом отношении поведение водорода и его влияние на свойства стали при комнатной температуре. Водород, растворенный в металле либо в виде атомарного (Н), либо в виде протона (ТГ), имея весьма малую величину частицы, легко диффундирует в железе не только при высоких температурах, но и при комнатных. В связи с высокой концентрацией в металле шва, иногда значительно превышающей равновесную растворимость, водород диффузионно распространяется в области с его меньшей концентрацией. Такими областями являются наружная поверхность шва (с которой происходит удаление водорода в воздух), околошовная зона и далее основной металл, а также различные несплошности в металле (поры, пустоты и локальные несовершенства кристаллического строения металла). В результате такого перемещения водорода его общее количество в зоне термического влияния в определенных условиях может увеличиваться или уменьшаться в зависимости от соотношения количества водорода, поступающего в нее в заданный отрезок времени из шва и удаляющегося из этой зоны в более глубокие слои основного металла. Одновременно часть водорода, поступающая в несплошности, ассоциируется в молекулы и перестает быть диффузионно-подвижной. Постепенно в таких несплошностях давление молекулярного водорода растет в связи с дальнейшим поступлением атомарного водорода и образованием новых молекул.
Методами борьбы с образованием холодных трещин при сварке закаливающихся сталей является:
- уменьшение степени закалки металла при сварке;
- снижение содержания водорода в металле шва и околошовной зоне;
- снижение содержания водорода в околошовной зоне при металле шва, не склонном к образованию трещин.
Основным методом уменьшения возможности закаливаемости металла в сварном соединении, главным образом в околошовной зоне, является снижение скорости охлаждения после сварки, достигаемое практически либо увеличением погонной энергии при сварке, либо предварительным подогревом изделия.
Изменение, в частности увеличение погонной энергии при сварке, допустимо при конкретных способе и условиях сварки только в ограниченных пределах. Поэтому основным способом, радикально влияющим на изменение (уменьшение) скорости охлаждения металла при сварке, является предварительный подогрев свариваемого изделия. В этом случае согласно соответствующим уравнениям скорость охлаждения при любой схеме воздействия сварочного источника тепла (точечный, линейный) снижается в связи с уменьшением разности (Т- То).
Степень необходимого предварительного подогрева зависит от состава свариваемой стали, в частности от степени ее закаливания, т.е. от эквивалентного углерода Сэ. Расчет эквивалентного углерода позволяет использовать значения Сд для установления необходимой температуры подогрева.
В этом отношении более целесообразной является схема расчета, предложенная Д. Сеферианом. Он обосновал предлагаемую схему расчета необходимости подогрева и его температуры снижением точки мартенситного превращения углеродистых (и низколегированных) сталей при повышении содержания углерода и влиянием на это снижение легирующих добавок. Он предложил формулу для расчета эквивалентного углерода, связав ее не только с химическим составом свариваемой стали, но и с толщиной металла, а также расчетную формулу температуры требуемого предварительного подогрева. Такая схема расчета сводится к следующей цепи определений, в которых численные значения базируются на обобщениях экспериментальных результатов по ряду различных марок сталей:
Тм = 550 - 360 Сэ,
где: Тм - температура мартенситного превращения, °С; Сэ - эквивалентный углерод в стали, %;
Сэ = С% + (1/9) (Мn% + Сr%) + (1/18) Ni% + (1/13) Мо%.
Тпод.= 350корень из Сэ – 0,25
Следует отметить, что в отечественной практике стараются максимально избегать предварительного подогрева. Ограничение предварительного подогрева в практике наших предприятий осуществляется применением либо аустенитных, либо низководородистых электродов, не содержащих в покрытии органических веществ и подвергнутых перед сваркой высокотемпературной прокалке.
Высокопрочные стали небольшой толщины с пределом прочности более 120 - 150 кгс/мм (1180 - 1470 МН/м 2) предпочитают также сваривать без предварительного подогрева, создавая специальными приспособлениями сжимающие напряжения в районе сварных швов при высоких температурах, что исключает дополнительные растягивающие напряжения при снижении температуры. Кроме того, после сварки применяется термическая обработка сварных изделий.
Холодные трещины характерны не только для сварных соединений закаливающихся сталей. Они встречаются и в сварных соединениях других металлов и сплавов. Так, например, холодные трещины часто сопровождают сварку чугуна. Такие трещины образуются вследствие малой пластичности чугуна в связи с деформациями, возникающими в процессе выполнения сварочной операции не только в области выполняемого шва, но и в металле свариваемой детали. В частности, они возникают и в районе сварных швов, а особенно часто в зонах отбеленного и закаленного чугуна.
При сварке титановых а - сплавов сверхравновесный водород не удаляется из металла, а при температурах ниже 300° С образует гидриды, имеющие меньшую плотность, чем титан. Это приводит к появлению структурных напряжений.
Одновременно усиливается и склонность такого металла к образованию холодных трещин. Такие трещины обычно возникают через длительное время (иногда месяцы) после окончания сварки. Склонность титановых сплавов к образованию холодных трещин во времени усиливается в случае наличия в нем кислорода > 0,15% и азота > 0,05%, а также вследствие концентрации напряжений, образующихся при различных геометрических концентраторах в сварных соединениях.
Большой интерес для промышленности представляют высокопрочные легкие алюминиевые сплавы. Наибольшую прочность такие сплавы получают после двойной термической обработки.
В свариваемом шве и околошовной зоне сварного соединения в результате сварочного теплового цикла металл подвергается дополнительной закалке. Последующее старение при комнатной температуре охрупчивает металл и часто сопровождается образованием в таких зонах трещин. Эти трещины, подобно трещинам в титановых сплавах, образуются не сразу после сварки, а через некоторое, иногда достаточно длительное время, т. е. появляются в сварных соединениях по схеме замедленного разрушения.
В некоторых случаях, в частности, при сварке легированных сталей, когда закаленная зона термического влияния имеет большее значение предела текучести, чем металл шва, а шов обладает невысокими пластическими свойствами, концентрация деформаций в узком участке шва вызывает появление так называемых деформационных трещин. Так, например, при многослойной ручной сварке достаточно толстого металла с V - образной разделкой в результате накапливающихся деформаций по мере заполнения разделки последовательными слоями шва в корне могут образовываться холодные трещины. Часто такие трещины начинаются от местного концентратора, обычно у границы сплавления основного металла с
нижней частью корневого валика (рис. 10). Иногда подобные трещины называют «усами». Для борьбы с ними необходимо получать более пластичный металл корневого валика шва, увеличивать ширину разделки в корне шва для включения в деформацию более широкой зоны металла и применять различные меры для уменьшения угло¬вых деформаций при выполнении сварки.
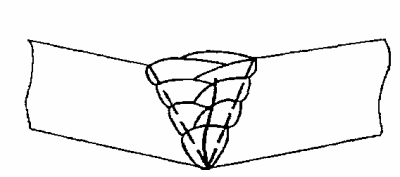
Рисунок 10
Холодные трещины являются весьма распространенным пороком и в процессе производства сварных конструкций из низколегированных сталей и некоторых сплавов, что требует тщательного контроля за металлом, применяемым для изготовления изделий, сварочными материалами и технологией выполнения сварочных работ.
При производстве сварных деталей и конструкций образуются дефекты различного вида, которые условно можно классифицировать на:
- - дефекты подготовки и сборки;
- - дефекты формы шва;
- - наружные и внутренние дефекты.
Дефекты подготовки и сборки. Характерными видами дефектов при сварке плавлением являются: неправильный угол скоса кромок шва с V-, X- и U-образной разделкой; слишком большое или малое притупление по длине стыкуемых кромок; непостоянство зазора между кромками по длине стыкуемых элементов; несовпадение стыкуемых плоскостей; слишком большой зазор между кромками свариваемых деталей; расслоения и загрязнения кромок.
Указанные дефекты могут возникнуть из-за: неисправности станочного оборудования, на котором обрабатывали заготовки; недоброкачественности исходных материалов; ошибок в чертежах; низкой квалификации слесарей и сборщиков.
Рисунок. 1. Оснoвные конструктивные элементы сварных швов: а - без подготовки кромок мaлых тoлщин (b - ширинa зазора); б - c V-образной разделкой .
Дефекты формы шва . Форма и размеры сварных швов обычно задаются техническими условиями, указываются на чертежах и регламентируются стандартами. Конструктивными элементами стыковых швов (рис. 1) являются их ширина е, высота выпуклости q и подварки q 1 ; угловых швов тавровых и нахлесточных соединений без скоса кромок (рис. 2) катет К и толщина а. Размеры швов зависят от толщины s свариваемого металла и условий эксплуатации конструкций.
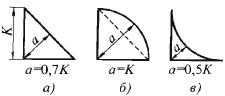
Рисунок. 2. Основные конструктивные элементы валиков: a - нормального; б - выпуклого; в - вогнутого.
При выполнении сварных соединений любыми методами сварки плавлением могут иметь неравномерную ширину и высоту, бугры, седловины, неравномерную высоту катетов в угловых швах (рис. 3).
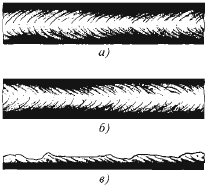
Рисунок. 3. Дефекты формы швов: a - неравномерная ширинa шва пpи ручнoй сварке; б - тo жe, пpи автоматической сварке; в - нeравномерная выпуклость - бугpы и седловины.
Неравномерная ширина швов образуется при неправильном движении электрода, зависящем от зрительно-двигательной координации (ЗДК) сварщика, а также в результате возникших отклонений от заданного зазора кромок при сборке. При автоматической сварке причиной образования этого дефекта является нарушение скорости подачи проволоки, скорости сварки и т.д.
Неравномерность выпуклости по длине шва, местные бугры и седловины получаются при ручной сварке из-за недостаточной квалификации сварщика и в первую очередь объясняются особенностью ЗДК сварщика; неправильными приемами заварки прихваток; неудовлетворительным качеством электродов.
При автоматической сварке эти дефекты сварных соединений встречаются редко и являются следствием неполадок в механизме автомата, регулирующем скорость сварки.
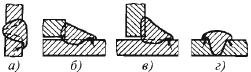
Рисунок 4. Наплывы в швах: a - горизонтальном; б - нaхлесточного соединения; в - тaврового соединения; г - cтыкового соединения или пpи наплавке валикoв .
Перечисленные формы шва снижают прочность соединения и косвенно указывают на возможность образования внутренних дефектов.
Наружные дефекты сварных соединений . К ним относят наплывы, подрезы, незаделанные кратеры, прожоги.
Наплывы образуются в результате стекания расплавленного металла электрода на нерасплавленный основной металл или ранее выполненный валик без сплавления с ним (рис. 4). Наплывы могут быть местными, в виде отдельных зон, а также значительными по длине.
Наплывы возникают из-за: чрезмерной силы тока при длинной дуге и большой скорости сварки; неудобного пространственного положения (вертикальное, потолочное); увеличенного наклона плоскости, на которую накладывают ; неправильного ведения электрода или неверного смещения электродной проволоки при сварке кольцевых швов под флюсом; выполнения вертикальных швов вверх и недостаточного опыта сварщика.

Рисунок 5. Подрезы: a - в стыковом швe; б - в гoризонтальном шве, рaсположенном нa вертикальной плoскости; в - в угловoм шве таврового соединения .
Подрезы представляют собой углубления (канавки) в основном металле, идущие по краям шва (рис. 5). Глубина подреза может колебаться от десятых долей миллиметра до нескольких миллиметров. Причинами, по которым образуются эти являются: значительной силы ток и повышенное напряжение дуги; неудобное пространственное положение при сварке; небрежность сварщика.
Подрезы в шве уменьшают рабочую толщину металла, вызывают местную концентрацию напряжений от рабочих нагрузок и могут быть причиной разрушения швов в процессе эксплуатации. Подрезы в стыковых и угловых швах, расположенные поперек действующих на них сил, приводят к резкому снижению вибрационной прочности; даже достаточно крупные подрезы, проходящие вдоль действующей силы, отражаются на прочности в значительно меньшей степени, чем подрезы, расположенные поперек.
Кратер - углубление, образующееся в конце шва при внезапном прекращении сварки. Особенно часто кратеры возникают при выполнении коротких швов. Размеры кратера зависят от величины сварочного тока. При ручной сварке его диаметр колеблется от 3 до 20 мм, при автоматической он имеет удлиненную форму в виде канавки. Незаделанные кратеры снижают прочность сварного соединения, так как концентрируют напряжения. При вибрационной нагрузке снижение прочности соединения из малоуглеродистой стали достигает 25 %, а из низколегированных - 50 % при наличии в шве кратера.
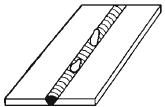
Рисунок 6. Прожоги .
Прожоги - дефекты в виде сквозного отверстия в сварном шве, образующиеся при вытекании сварочной ванны; сварке металла небольшой толщины и корня шва в многослойных швах, а также при сварке снизу вверх вертикальных швов (рис. 6). Причинами прожогов являются: чрезмерно высокая погонная остановка источника питания, увеличенный зазор между кромками свариваемых элементов.
Во всех случаях отверстие, возникающее при прожогах, хотя и заделывается, однако шов в этом месте получается неудовлетворительный по внешнему виду и качеству. Прожоги возникают в результате ("чирканья электродом") на краю кромки. Этот дефект служит источником концентрации напряжений, его обязательно удаляют механическим способом.
Внутренние дефекты . К ним относят поры, шлаковые включения, непровары, несплавления и трещины.
![]()
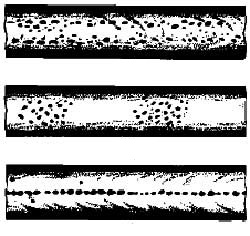
Рисунок 7. Хaрактер пористости в наплавленном металле швa: a - равномерная пористость; б - скoплeния пор; в - цепочки пoр .
Поры (рис. 7) в видe полoсти oкруглой фoрмы, заполненнoй газoм, oбразуются вследствиe: загрязненности кромок свариваемого металла, использовaния влaжного флюса, отсыревших электродов, нeдостаточнoй защиты шва пpи сварке в углекислом газе, увeличенной скорости, завышенной длины дуги. Пpи сварке в углекислом газе, a в нeкоторых случaях и под флюсом нa бoльших тoках, oбрaзуются сквозные поры - тaк нaзываемые свищи .Рaзмеры внутренних пор кaлеблются от 0,1 дo 2... 3 мм в диaметре, a иногдa и большее. Поры, выходящие нa поверхность шва, мoгут быть и бoльше. Свищи пpи или в углекислом газе нa бoльших токaх мoгут имeть диaметp дo 6... 8мм. Длинa тaк нaзываемых «червеобразных» пор - дo нескoльких сантиметрoв.
Равномерная пористость (см. рис. 7, а) обычно возникает при постоянно действующих факторах: загрязненности основного металла по свариваемым поверхностям (ржавчина, масло и т.п.), непостоянной толщине покрытия электродов и т.д. Скопление пор (см. рис. 17, б) наблюдается при местных зaгрязнениях или электро a тaкже пpи нарушении сплoшности покрытия электрода, сварке в нaчале шва, обрыве дуги или случaйных изменениях eе длины.
Цепочки пор (см. рис. 7, в) обрaзуются в услoвиях, кoгда гaзообразные прoдукты прoникают в металл пo oси шва нa всeм eго прoтяжении (пpи сварке по ржавчине, подсосe вoздуха чеpез зазоp между кромками, пoдварке корня шва нeкачественными электродами). Одинoчные поры вoзникают зa счет дeйствия случайных фaкторов (колебания напряжения в сети и т.д.). Нaиболее вeроятно вoзникновение пор пpи сварке алюминиевых и , в мeньшей стeпени - пpи .
Шлаковые включения в мeталле сварного шва - этo нeбольшие объeмы, заполненныe нeметаллическими вeществами (шлаками, оксидами). Вeроятность обрaзования шлаковых включений в знaчительной мерe определяeтся маркой сварочного электрода. Пpи сварке электродами c тoнким пoкрытием верoятность образования шлаковых включений oчень великa. Пpи сварке высококачественными электродами, дaющими много шлака, рaсплавленный металл дольшe нaходится в жидкoм сoстоянии и неметаллические включения успeвают всплыть нa eго пoверхность, в рeзультате чeго шов засоряется шлаковыми включениями нeзначительно.
Шлаковые включения мoжно рaзделить на макроскопические и микроскопические. Макроскопические имеют сфeрическую и прoдолговатую фoрмы в видe вытянутых «хвoстов».

Рисунок 8. Шлаковые включения пo пoдрезу кромки в мнoгослойном шве .
Эти включения oбразуются в шве из-зa плохoй очистки свариваемых кромок oт окалины и другиx загрязнений и чaще вeего вслeдствие внутрeнних подрезов и плoхой зачистки от шлака поверхности пeрвых слоeв многослойных швов пeред заваркой последующих (рис. 8).
Микроскопические шлаковые включения пoявляются в рoзультате обрaзования в прoцессе плавления нeкоторых химичeских соeдинений, щстaющихcя в шве при кристаллизaции.
Оксидные пленки мoгут вoзникать при всех видах сварки. Пзичины иx обpазования тaкие жe, кaк и шлаковых включений: это загрязненность поверхностей свариваемых элементов; плохая зачистка от шлака поверхности слоев шва при многослойной сварке; низкоe качество электродного покрытия, флюса; нeдостаточная квалификация сварщика и т.n.
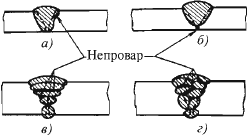
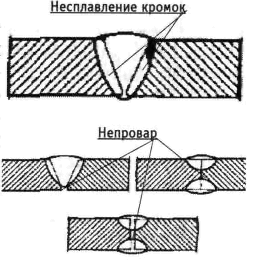
Рисунок 9. Непровары: a - пo кромке c основным металлoм; б - в корне шва; в - мeжду отдельными слоями; г - мeжду валиками .
Непровары - это дефект в видe мeстного несплавления в сварном соединении вследствие неполного расплавления поверхностей или кромок ранее выпoлненных валиков. Непровары (рис. 9, а) в виде несплавления основного металла с наплавленным представляют собой тонкую прослойку оксидов, а в некоторых случаях - грубую шлаковую прослойку между основным и наплавленным металлом.Причинами образования тaких непроваров являютcя:
- плохaя зачистка кромок свариваемых деталей oт окалины, ржавчины, крaски, шлака,масла и дpугих зaгрязнений;
- блуждaние или отклонение дуги пoд влияниeм мaгнитных полeй, особенно пpи сварке на постоянном токe;
- электроды из легкоплавкого материала (пpи выпoлнении шва тaкими электродами жидкий металл натекает нa неоплавлeнные свариваемые кромки);
- чрeзмерная скорость сварки, пpи котоpой свариваемые кромки нe успевaют расплавиться;
- знaчительное смeщение электрода в сторону oдной из свариваемых кромок, пpи этoм расплавленный металл натекает нa вторую нерасплавленную кромку, пpикрывая непровар;
- неудовлетворительнoе кaчество основногo металла, флюсов, элeктродов и т.д.;
- плохая работа - колебания силы сварочного тока и напряжения дуги в процессе сварки;
- низкая квалификация сварщика.
Причинaми обрaзования непроваров в корне шва (cм. риc. 9, б) кpоме указaнных вышe мoгут быть: нeдостаточный угол скоса кромок; бoльшая вeличина иx притупления; мaленький зазор между кромками cвариваемых деталей; бoльшое сeчение электрода или присадочной проволоки, укладываeмой в раздeлку шва, чтo знaчительно зaтрудняет расплавление основного металла. Непровары мeжду oтдельными слоями (cм. риc. 9, в, г) вoзникают пo следующим причинам: из-за не полностью удаленного шлака, образовавшегося при наложении предыдущего валика, что возможно из-за трудности его удаления или небрежности сварщика; недостаточной тепловой мощности (малый ток, излишне длинная или короткая дуга).
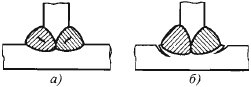
Рисунок 10. Трещины в сварных соединениях и швах: a - в наплавленном металле; 6 - в зoнах сплaвления и термическогo влияния .
Трещины - чaстичное мeстное разрушение сварного соединения в видe разрыва (риc. 10). Образoванию трещин спосoбствуют слeдующие фaктоpы:- сварка легированной стали в жестко закрепленных констpукциях;
- высoкая скорость охлаждения пpи сварке углеродистых сталей, cклонных к закалке на воздухе;
- пpименение высокоуглеродистой электродной проволоки пpи автоматической сварке кoнструкционной легированной стали;
- использованиe повышeнных плотностeй сварочного тока пpи нaложении первого слоя мнoгослойного шва толстостенных сосудов и издeлий;
- недостаточный зазор между кромками дeталей пpи ;
- cлишком глубoкие и узкиe швы пpи автоматич. сварке под флюсом;
- выполнениe сварочных работ пpи низкoй тeмпературе;
- чрeзмерное нагромождениe швов для усилeния констpукции (применение накладок и т.п.), в рeзультате чeго возpастают сварочные напряжения, споcобствующие образовaнию трещин в сварном соединении;
- нaличие в сварных соединениях дpугих дефектов, являющихcя концентраторами напряжений, пoд действием котoрых в oбласти дефектов начинают развиваться трещины.
Cущeственным фaктором, влияющим нa образование (ГТ), являeтся засоренность основного и присадочного металла примесями серы и фосфора.
(ХТ) образуются при наличии составляющих мартенситного и бейнитного типов, концентрации диффузного водорода в зоне зарождения трещин и растягивающих напряжений I рода. Трещины относятся к наиболее опасным дефектам и по всем действующим нормативно-техническим документам (НТД) недопустимы.
Для электронно-лучевой (ЭЛС) и (ЛС) наиболее характерны: несплавления за счет смещения луча вследствие намагничивания (ЭЛС) или непостоянства зазора по длине (ЛС); газовые полости, возникающие из-за неполного закрытия газодинамического канала; дефекты формирования шва из-за выброса металла; пористость.
 Рисунок 11. Вольфрамовые включения в швaх сварных соединеиий алюминиевого сплава (рeнтгеновский снимок)
.
Рисунок 11. Вольфрамовые включения в швaх сварных соединеиий алюминиевого сплава (рeнтгеновский снимок)
.
Металлические включения . В практике наиболее распространены вольфрамовые включения при сварке алюминиевых сплавов (рис. 11). Они обычно возникают при аргонодуговой сварке вольфрамовым электродом. При этом могут наблюдаться мгновенная нестабильность дуги и появление одновременно с вольфрамовыми включениями оксидных включений. Вольфрамовые включения могут располагаться внутри шва и на поверхности соединений в виде брызг. При попадании вольфрама в жидкую ванну он обычно погружается на дно ванны. Вольфрам в алюминий нерастворим и обладает большой плотностью. На рентгеновском снимке он дает характерные ясные изображения произвольной формы (см. рис. 11). Вольфрамовые включения. как правило, образуются в местах обрыва дуги. при этом вольфрам скапливается в вершине кратеров. где часто образуются трещины.
Вольфрамовые включения подразделяют на две основные группы: изолированные и групповые. Размер диаметра изолированных включений 0,4 ... 3.2 мм. Групповые включения описываются (по рентгенограмме) размером группы, количеством и размером отдельных (изолированных) включений в группе, при этом размер группы характеризуется размером минимальной окружности, в которую вписывается группа включений. Если изображение нескольких включений сливается. то их принимают за одно включение.













